
Descarnes de alto rendimiento
Autor : Karl Flowers publicado en ILM
Nota : este artículo , cuyo autor en el consultor / Editor Técnico Karl Flowers , fue publicado en la revista ILM , en su número 41 – Mayo/ Junio 2020 . AAQTIC agradece al autor y a ILM , quienes nos autorizaron a publicarlo traducido al castellano .
Para poder reducir el costo en los tapizados de automóviles o y/o muebles, los fabricantes a menudo se inclinan a usar descarnes terminados o acabados en los paneles que están parcial o totalmente ocultos en el producto . El descarne , separado por dividido en la etapa de encalado o curtido, se procesa con la intención de ser utilizado como descarne de alto rendimiento.
El descarne en crust teñido se termina luego en máquinas de pintar roller y/o spray resultando un descarne terminado .En algunas oportunidades , se usa un revestimiento aplicando por transferencia una lámina o folia en una superficie que se convertirá en la nueva superficie de “lado flor “.
Si el descarne va a ser terminado , es posible que sea necesario aplicar primero una capa de pre- fondo o fondo . Estos tratamientos previos , asumen el papel de ayudar a la adhesión, uniendo la “pelusa” , llenando el “grano” y asegurando la consistencia de la absorción.
Las principales propiedades físicas que debe tener un descarne de alto rendimiento incluyen:
• Alta resistencia al desgarro
• Retención del grano cuando se grabe .
• Superficie limpia
• Sin piel de naranja
• Buena adhesión final
El lado a ser terminado , que será el nuevo “ lado flor” se decide por la limpieza y el espesor del descarne .
Para cueros de espesor normal, la resistencia de la fibra aumenta a medida que uno se mueve desde el corium hacia donde estaba la flor (hasta un pico) y luego disminuye hacia donde estaba la carne , debido al tamaño de la fibra y al ángulo de orientación de las mismas .
El ángulo de orientación de las fibras es menor en la carne y el diámetro de la fibra es más pequeño del lado flor, y en general, menor que el diámetro de las fibras del corium.
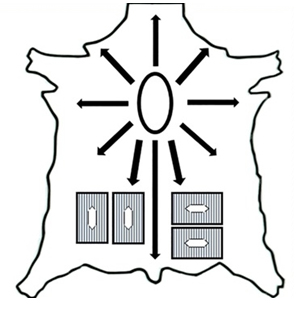
La anisotropía general del descarne , en la zona correspondiente al llamado crupón, debe tenerse en cuenta para garantizar una alta resistencia al desgarro, importante durante la operación del corte de los paneles . Ver figura 1.
La complicación surge cuando el corium se divide demasiado delgado. A medida que el cuero se divide más delgado de lo normal, la fuerza del corium disminuye rápidamente.
El resultado es que si el descarne se vuelve a dividir , un descarne medio nunca será más fuerte que el descarne separado de ese descarne inicial . Sin duda, un curtidor debe hacer pruebas con sus descarnes , para decidir si quiere rebajar desde la carne hasta el corium o desde el corium hacia el lado de la carne .
Otro punto para recordar con la preparación de un descarne de alta resistencia al desgarro es que cuanto más se lo rebaje , menor será la resistencia debido a la acción de apertura de la operación de rebajado . La apertura innecesaria del descarne , aumenta la aparición de las fibras, dando como resultado más piel de naranja.
Las fibras más gruesas del lado del corium también pueden producir más piel de naranja a medida que las fibras se separan más fácilmente. Las fibras más finas del lado de la carne crean una “ napa” más apretada, si se limpian adecuadamente.
El curtido y recurtido también jugarán un papel importante en las propiedades de desgarro del descarne . La primera consideración a tener en cuenta para los agentes recurtientes que serán utilizados , será qué tan flexible resultará el cuero después de añadir el agente recurtiente. Esto también ayudará a decidir la cantidad de agente recurtiente que se incluirá en la formulación .
Los agentes curtientes / recurtientes deben ser de relleno a baja concentración, ya que el descarne se utilizará en un automóvil, por lo que la densidad aparente del material debe equilibrarse con la plenitud deseada.
Un agente curtiente / recurtiente quebradizo tendrá un rendimiento de desgarro deficiente y debe evitarse.
Un error común que se observa es el uso de demasiado acrílico. Los recurtientes acrílicos de pH bajo pueden tener temperaturas de transición vítrea más altas (más duros a temperatura ambiente – frágiles) y por lo tanto deben evitarse.
Una buena práctica para el curtidor es ensayarlos previamente .
Quienes procesen descarnes para alto rendimiento deben intentar elegir agentes recurtientes multiuso flexibles, como acrílicos lubricantes, que puedan recurtir y ablandar al mismo tiempo.
Los nutrientes del tipo “ low fogging” (aceites modificados y neutros) ayudarán a aumentar la fuerza del descarne . Si el descarne se desgarra con facilidad, es posible que esté poco lubricado, lo que se puede evitar fácilmente si no se usan engrasantes que sean demasiado estables.
Los engrasantes o nutrientes , también aumentarán la plenitud; los curtidores harían bien en centrarse en el efecto de “ llenado “ , ya que el engrasante puede ser más beneficioso que demasiado agente recurtiente.
Retención de grano
El recurtido desempeña un papel fundamental para garantizar que cuando se imprima un diseño , se grabe el acabado final (o revestimiento), retenga fácilmente la memoria del grano, ver la figura 2.

Fig 3 Suavidad y limpieza de la superficie requerida para descarnes de alto desempeño.
Los curtidores a menudo para lograr una buena retención de grano , incluirían agentes curtientes vegetales en el recurtido.
En el automóvil moderno, el olor, la solidez a la luz / calor, el peso y la fragilidad de un descarne de alto rendimiento que contiene demasiado curtiente vegetal pueden ser debilitantes. Los polímeros en el recurtido y el acabado pueden ayudar con la retención del grano.
La elección de un agente curtiente sintético de reemplazo o un polímero que llene mucho a baja concentración es un producto valioso. Los polímeros no termoplásticos pueden ser más útiles cuando se quiere lograr una buena retención de grano .
Debe evitarse la tentación de utilizar un polímero termoplástico de alto punto de fusión, ya que son frágiles a temperatura ambiente.
Limpieza y adhesión del acabado.
El descarne procesado del lado de la carne puede ser propenso a dos limitaciones importantes: irregularidad de la superficie y presencia de venas.
Las venas a menudo son difíciles de cubrir y disimular , por lo tanto en los descarnes que serán usados para un artículo de alto rendimiento es aconsejable realizar una buena selección de los descarnes , ya que será de gran ayuda para evitar posteriores problemas de venas.
También se sabe que algunos curtidores utilizan un leve dividido de limpieza (corte de 0,1 – 0,2 mm), que eliminará la mayoría de las venas y ayudará a tener una superficie más limpia y pareja donde se colocará el acabado, ver figura 3.
Los curtidores también pueden separar el grosor del corium innecesario, minimizando el rebajado , el que se realizará del lado de corium para obtener el espesor preciso .
El material fuerte y limpio se someterá a un acabado, y el aspecto más importante en cuanto a la calidad del material obtenido , dependerá de la adhesión entre el “grano” y el acabado o revestimiento.
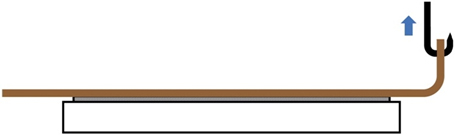
El acabado o revestimiento se despegará ( tendrá mala adhesión ) si el adhesivo o el pre-fondo no está profundamente arraigado en el nuevo grano. La prueba de “peeling “, que se muestra en la figura 4, ayuda a probar esto.
Se debe prestar especial atención a la penetración de la base preliminar ( pre-fondo) y fondo que se lijan levemente , y luego asegurarse de que estas estén cuidadosamente adheridas entre sí , para asegurar que las capas de acabado restantes encajen bien y proporcionen un recubrimiento fuerte.
Traducido del original en inglés por Patricia Casey