
Ventajas de los polímeros engrasantes frente a los aceites tradicionales
Resumen
Los requisitos cada vez más estrictos dificultan la selección de engrases apropiados. Una alternativa a los aceites tradicionales, son los polímeros engrasantes que confieren muy buenas propiedades sin afectar al grado de blandura.
El objetivo de este trabajo es profundizar en la aplicación de varios tipos de engrases y relacionar sus propiedades físico-químicas con las propiedades que confieren a la piel. Se seleccionaron ocho productos de diferente naturaleza: aceites sulfitados y sulfatados, lecitinas, parafinas sulfo cloradas, ésteres fosfóricos y polímeros engrasantes.
Se evaluó el grado de blando, intensidad y penetración de tintura, peso, grosor y envejecimiento. Se utilizó el balance hidrófilo/lipófilo del engrasante para la caracterización del producto. La grasa extraíble se evaluó mediante el ensayo de materia extraíble en crust. La distribución del producto en la sección transversal de la piel se determinó mediante dos pruebas de tinción, Sudán IV y azul de metileno. Estas pruebas permiten detectar la parte neutra (Sudán IV) y la parte hidrofílica (azul de metileno) de la grasa en la sección transversal.
Los resultados permitieron relacionar el grado de blando con la penetración de la parte neutra. La tinción de Sudán IV mostró la distribución de la parte neutra de las grasas y la migración de estos productos al secarse. Los polímeros engrasantes mejoraron las propiedades de los aceites convencionales en términos de ligereza, baja extractabilidad y envejecimiento.
Introducción
Los requisitos para los aceites son cada vez más estrictos, por ejemplo, los cueros deben ser blandos y con buen efecto de batanado, pero también deben ser muy firmes, sin soltura, o deben tener una alta resistencia a la temperatura que supere las pruebas de automoción. Otra característica importante es que los cueros deben ser livianos, por lo que los engrases no deben agregar peso al cuero o agregar el menor porcentaje posible.
Pero, estas propiedades no se consiguen fácilmente con engrases estándar como el aceite de pescado o los aceites de base lecitina. Los aceites convencionales proporcionan alta blandura y altas resistencias físicas, pero causan soltura o tienen baja resistencia la temperatura. Por estos motivos, proponemos una gama de engrasantes poliméricos que pueden lograr propiedades organolépticas similares a los aceites estándar, pero con propiedades mejoradas, por ejemplo, mejor solidez, menor peso, menor extractabilidad o mejor envejecimiento. Además, debido a que estos productos actúan como agentes recurtientes y engrasantes, se obtienen cueros con mayor plenitud.
El propósito del engrase no es ablandar el cuero sino mantener lubricadas las fibras del cuero. Así, cuando el cuero se seca y el agua se evapora de su estructura, la presencia del engrase dentro de las fibras permite que se deslicen unas sobre otras. Después del engrase se obtiene un cuero liso, elástico, con mayores resistencias físicas y algunas otras propiedades dependiendo del engrasante, como repelencia al agua o plenitud.
En el engrase, se deben tener en cuenta algunos parámetros importantes:
- La neutralización del cuero es un parámetro importante. Si el cuero no está neutralizado o anionizado, las emulsiones de los engrases no penetran.
- La emulsión debe permanecer estable hasta la completa penetración y el cuero no debe reaccionar con el engrase. La estabilidad de la emulsión depende de la neutralización del cuero y del pH del baño. Los pH bajos del baño pueden romper la emulsión y evitar la penetración del engrase, lo que da lugar a cueros duros.
- La fracción neutra del aceite también es importante ya que es la parte del aceite que aporta blandura al cuero.
- El tamaño de partícula de la emulsión influirá en la penetración del engrase y, por tanto, en el grado de blando. Cuanto menor sea el tamaño de partícula, mejor será la penetración.
- El tratamiento es uno de los factores más importantes. Los engrases tratados de manera diferente se comportan de manera diferente con el cuero, por ejemplo, los aceites sulfitados suelen ser más blandos que los aceites sulfatados. El tipo de engrase también es un parámetro muy importante: por ejemplo, los productos a base de lecitina suelen proporcionar una mayor blandura que el resto de engrases.
Materiales y métodos
A- Productos
En este estudio, se seleccionaron 8 aceites de diferente naturaleza (Tabla1), incluyendo dos polímeros,UNIX UP (aceite polimérico con alto poder ablandante) y REPELAN HC (un polímero puro con mayor recurtienteque ablandante).
| Producto | Naturaleza |
| FAT 1 | Sulfatado |
| FAT 2 | Sulfitado |
| FAT 3 | Lecitinaemulsionada |
| FAT 4 | Lecitinaaditivada |
| FAT 5 | Parafinasulfoclorada |
| FAT 6 | Ésterfosfórico |
| UNIX UP | Aceite con base polimérica |
| REPELAN HC | Polímero |
Los productos se aplicaron al 8% materia activa mediante una fórmula muy simple (Tabla2).
| Producto | Observaciones |
| 100%Agua a 35ºC, 2%Formiato sódico.Rodar15’ 0,5%Bicarbonato sódico.Rodar60’ 100%Agua a50ºC,8%Aceite(materia activa).Rodar120’ 2%Ácido fórmico.Rodar60’ 100%Agua a35ºC | pH=5,5Vaciar – LavarWash pH=3,8Vaciar – Lavar |
| Ensayos: Técnicas de tinción,Ensayos de solideces | |
| 0,1%Amoníaco.Rodar15’ 3%Colorante (Acidbrown83).Rodar60’ 2%Ácido fórmico.Rodar60’ | pH>4,5 pH=3,8Vaciar – Lavar |
| Ensayos:análisis químicos y físicos |
B- Material
Se utilizaron pieles de origen España rebajadas a 2,2 mm.Las pieles se dividieron por la zona de la columna. Las mitades izquierdas se usaron como referencia y en las derechas se aplicó el producto.
C- Determinación del balance Hidrofílico/Lipofílico
La parte emulsionada (fracción neutra) y emulsionante (fracción aniónica)de los ocho aceites se determinó mediante una separación líquido/líquido con una mezcla de éter de petróleo y etanol al 50% (1:1). Las dos fases se secaron a 100-105ºC.
D- Análisis de las pieles
El grado de blando se determinó según IUP 36 usando el aceite sulfatado como referencia, y el grosor segúnIUP 4. Para valorar el grosor y el peso de la piel final, se evaluó tanto el wet blue (sustrato inicial) como las muestras en crust.
El grado de blanco se determinó mediante colorímetro, la solidez a la luz según IUF 402 (lámpara de xenón) y el envejecimiento acelerado al calor según IUF 412 (condiciones: 100horas a 102ºC).
La determinación de materias solubles en diclorometano se realizó según IUC 4.
E- Técnicas de tinción
Las pieles se tintaron en seco y en húmedocon SudánIV y azul de metileno.
1. Fracción neutra
La penetración de la fracción neutra de los aceites en la piel se determinó con SudánIV.Este producto es un colorante soluble en lípidos, y, por lo tanto, solo soluble en la fracción neutra de los aceites. Tiene un color rojo vivo cuando se disuelve y permite ver el alcance de la penetración de la parte neutra.
Se sumergieron trozos de piel en una solución de Sudán IV durante 1 hora. Posteriormente, se realizaron tres lavados con agua destilada.
2. Fracción aniónica
Para determinar la penetración de la fracción aniónica de los engrases en la piel se utilizó azul de metileno como método de tinción. Este producto es un colorante catiónico que reacciona con sustancias aniónicas. Tiene un color azul brillante cuando reacciona con productos aniónicos, permitiendo ver el grado de penetración de la parte aniónica.
Se sumergieron trozos de piel en una solución de azul de metileno durante 1 – 2 min y luego se lavaron con agua.
Resultados y discusión
En general, los engrases están compuestos por un agente emulsionante y un aceite neutro. El agente emulsionante tiene una parte hidrófila que interactúa con el agua y una cola hidrófoba que se disuelve en el aceite. La relación entre la fracción neutra (L) y la fracción hidrófila (H) del engrase se expresa como balance L / H. Los resultados del balance L / H se muestran en el Gráfico 1 (columna gris). Las lecitinas y los aceites sulfatados tienen los valores de relación L / H más altos, seguidos de cerca por el éster fosfórico sulfitado y el aceite polimérico.
Los resultados del grado de blando se expresan como una variación porcentual respecto al aceite sulfatado. Como se muestra en el Gráfico 1 (columna verde), la grasa sulfitada (FAT 2) y las lecitinas (FAT 3 y FAT 4) son las más blandas, mientras que el éster fosfórico (FAT 6) y el engrase polimérico (UNIX UP) tienen una blandura media-alta. La parafina sulfoclorada (FAT 5), el aceite sulfatado (FAT 1) y el polímero REPELAN HC presentan niveles de blandura más bajos que el resto de productos.
Los resultados de materia extraíble se muestran en el Gráfico 1, columna amarilla, y se expresan como porcentaje. Los aceites sulfatados y las lecitinas son los productos más extraíbles, seguidos de cerca por el aceite sulfitado y el éster fosfórico. Finalmente, los engrasantes poliméricos y la parafina sulfoclorada tienen los niveles más bajos de materia extraíble.
Como se ve, estas tres propiedades están relacionadas. Una mayor blandura implica mayor materia extraíble y un mayor balance L / H para la mayoría de los productos. Sin embargo, esta relación no ocurre con el aceite sulfatado y el engrase polimérico. El aceite sulfatado tiene elevada materia extraíble y elevada fracción neutra, pero baja blandura. Esto se debe a la naturaleza del engrase. La baja estabilidad del aceite sulfatado conduce a una escasa penetración y, por lo tanto, a una menor blandura. El engrase polimérico, UNIX UP, tiene baja materia extraíble, fracción media neutra y buena blandura, por lo que estas tres propiedades no están relacionadas.
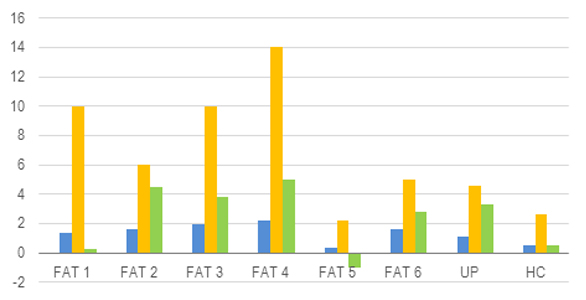
Gráfico1. Grado de blando, materia extraíble y balance L/H.
Para determinar la penetración de la parte aniónica y neutra de los aceites, se utilizaron dos técnicas de tinción: Sudán IV y azul de metileno. Sudán IV es un colorante rojo que se utiliza para la detección de sustancias lipídicas (parte neutra) y el azul de metileno es un colorante catiónico azul que reacciona con las partes aniónicas del engrase. Durante el secado del cuero, pueden ocurrir cambios en las regiones interfibrilares, por ello, se aplicaron los dos colorantes en trozos de piel en húmedo y en seco.
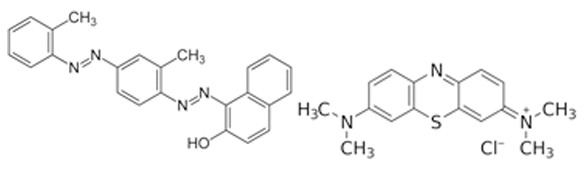
Figura1. Estructura de SudánIV(Izquierda)y azul de metileno (derecha).
Los resultados de la técnica de tinción con Sudán IV (Figura 2) muestran que este método funciona. De hecho, la muestra de referencia (sin engrasante) no tiene tinción roja, solo un color rojo pálido en la superficie, probablemente debido a la grasa natural del wet blue.
Además, la fracción neutra del engrasante migra cuando se seca el cuero, excepto los engrasantes poliméricos, que permanecen estables.
Los sulfitados y las lecitinas tienen una alta penetración de la parte neutra y, como se muestra en el Gráfico 1, un alto porcentaje de parte neutra (balance L / H alto) y alta blandura. Aunque FAT 1 (aceite sulfatado) tiene un alto porcentaje de parte neutra, su baja penetración conduce a una menor blandura. La parafina sulfoclorada con bajo porcentaje de parte neutra muestra una menor penetración de parte neutra.
En conclusión, la tendencia fue: a mayor blandura, mayor fracción neutra; y cuanto mayor sea la materia extraíble, mayor será la penetración de grasa neutra.
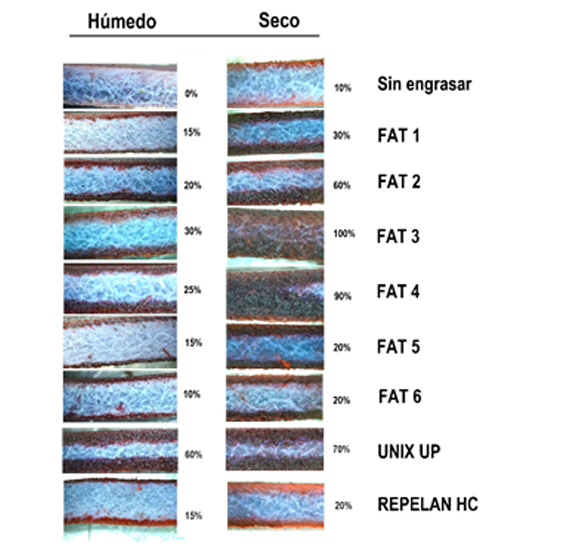
Figura2. Fracción neutral con SudánIV.
Los resultados obtenidos con la técnica de tinción con azul de metileno (Figura 3) muestran que, al igual que con Sudán IV, este método funciona. Al igual que con Sudán IV, la muestra de referencia (sin engrasar) no tiene tinción azul, lo que significa que no hay sustancias aniónicas.
Después de la neutralización con formiato / bicarbonato sódico, la piel enwet blue no tiene carga aniónica. En consecuencia, la parte aniónica del engrasante juega un papel importante en la penetración del producto y puede detectarse con un colorante catiónico. Las secciones de cuero húmedo y seco teñidas con azul de metileno se muestran en la Figura 3. Como se ve, la fracción aniónica no migra cuando se seca, a excepción de los polímeros.
También se midió la penetración del colorante (Figura 3). Se observó una mejor penetración de los polímeros engrasantes. Como se muestra en la Figura 3, se evidenció una mejor penetración de la parte aniónica.
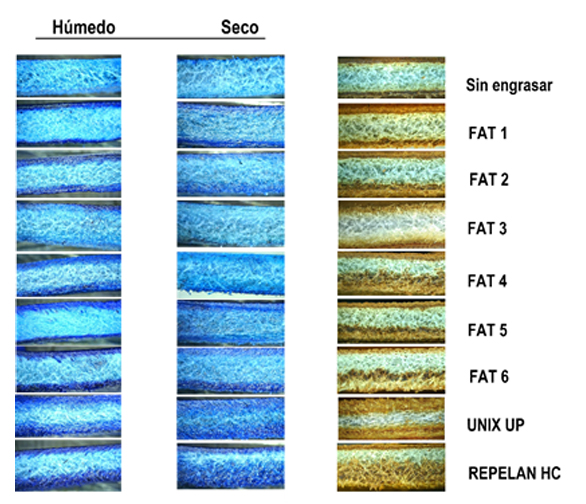
Figura3. Fracción aniónica con azul de metileno y penetración del colorante.
Es importante destacar que se deben usar agentes recurtientes / engrasantes adecuados que no amarilleen el crust final en artículos pálidos o sin color. La determinación del grado de blanco mediante medidas colorimétricas permite seleccionar los mejores productos para este tipo de artículo. Los parámetros evaluados para el grado de blanco fueron L*, a* y b*. L* indica brillo, a* y b* son los colores oponentes de verde-rojo (a*) y azul-amarillo (b*). Los resultados obtenidos se muestran en la Tabla 2.
Si bien el valor L* es similar para todos los productos, el valor b* es bastante diferente. El aceite sulfitado (FAT 2) tiene un valor b* más alto, lo que significa que la muestra es más amarilla. Los mejores resultados se obtienen con engrases poliméricos y parafina sulfoclorada (valores b* más bajos y mayor grado de blanco) (Figura 4). Podemos concluir que los engrases poliméricos proporcionan mayor grado de blanco que los aceites estándar.

Figura4. Grado de blanco.
La evaluación de la degradación térmica y fotooxidativa de los productos involucrados en el artículo final es otro factor importante. En este estudio, se realizaron dos pruebas de envejecimiento acelerado: resistencia a la temperatura y solidez a la luz. Los valores solidez a la temperatura se expresan en una escala de grises (GS) de 1 a 5 (mínimo 1, máximo 5). Los valores más bajos se obtienen con lecitinas y engrasantes sulfitados (2/3 GS). El engrasesulfitado FAT 2 se basa en aceite de pescado. Este tipo de aceites contienen ácidos grasos con un alto grado de insaturación y se oxidan más fácilmente, proporcionando así el clásico color amarillo al cuero. El éster fosfórico sulfatado (3 GS) y la parafina sulfoclorada (3/4 GS) obtienen buenos resultados de resistencia al calor. Los mejores resultados se obtienen con los engrasantes poliméricos (REPELAN HC y UNIX UP, 4/5 y 5 GS, respectivamente).
Por otro lado, los valores de solidez a la luz se expresan en escala de azules (BS) de 1 a 8 (mínimo 1, máximo 8). Se obtuvieron buenos resultados con todos los productos, que van desde 4 (mínimo) a 5 (máximo). Todos los resultados se enumeran en la Tabla 2.
En general, los resultados sugieren que UNIX UP y REPELAN HC tienen los mejores valores de solideces. Además, UNIX UP proporciona el mejor grado de blanco.
Tabla2. Grado de blanco y solideces.
| Producto | Naturaleza | Grado de blanco | Solidez luz (BS)* | Solideztemperatura (GS)100h | ||
| L* | a* | b* | ||||
| FAT 1 | Sulfated | 84,09 | -3,04 | 2,73 | 5Y | 3 |
| FAT 2 | Sulfited | 82,77 | -3,34 | 4,20 | 4Y | 2/3 |
| FAT 3 | Emulsionatedlecithin | 84,95 | -2,89 | 1,99 | 4/5Y | 2/3 |
| FAT 4 | Additivatedlecithin | 84,94 | -2,87 | 2,12 | 5Y | 2/3 |
| FAT 5 | Sulphochlorinatedparaffin | 83,47 | -2,74 | 2,20 | 5Y | 3/4 |
| FAT 6 | Phosphoricester | 83,54 | -3,08 | 2,04 | 4Y | 3 |
| UNIX UP | Polymericfatliquor | 84,93 | -3,06 | 1,63 | 5Y | 4/5 |
| REPELAN HC | Polymer | 82,73 | -3,53 | 1,98 | 5Y | 4 |
*Y: Amarilleamiento
También se midieron el grosor y el pes. (Tabla 2). Debido a que los engrasantes poliméricos proporcionan un mayor espesor, cumplen sus dos propósitos: engrasar y recurtir. Los resultados muestran que todos los productos aumentan el espesor en comparación con el wet blue y que los engrasantes poliméricos lo hacen en menor medida. Estos resultados permiten concluir que los engrasantes poliméricos aportan mucho menos peso y más plenitud.
Tabla3. Grosor y peso.
| Producto | Grosor (%) | Peso (%) |
| FAT 1 | 14,5 | 25 |
| FAT 2 | 14,1 | 22 |
| FAT 3 | 10 | 21 |
| FAT 4 | 13 | 19 |
| FAT 5 | 9,2 | 17 |
| FAT 6 | 11 | 15 |
| UNIX UP | 16,5 | 9 |
| REPELAN HC | 17,6 | 10 |
En conclusión, los engrases poliméricos proporcionan propiedades organolépticas similares en comparación con los engrasantes tradicionales, con mayor plenitud, menor peso, mejores solideces, menor capacidad de extracción y mayor grado de blanco.
Además, los engrases poliméricos son productos muy versátiles que pueden modificarse según el artículo. Por ejemplo, UNIX UP se puede utilizar en artículos de automoción debido a sus buenos valores de Fogging, y REPELAN HC se puede utilizar en artículos hidrofugados.





Excelente artículo